「高耐食性を有する硫酸アルマイト(陽極酸化)皮膜」ーアルトピア2005年1月ー
2005.01.05
-アルトピア2005年1月
硫酸アルマイト皮膜は、皮膜が透明であることから各色の染色処理が施されている。また、皮膜の透明性を生かした光輝処理により、自動車・二輪車の外装部品、屋外用品、水廻り部品など幅広い用途がある。(株)清田アルマイトは従来に比ベ極めて高い耐食性を有する硫酸アルマイト皮膜を開発した。
→ ダイジェスト版
はじめに
栃木県の県南にある足利市はアルミニウム製の鍋、釜のアルマイト処理を行う加工業が多く集まる地域であった。昨今では淘汰されて大分少なくなっている。当社も先代からアルマイト処理に従事し、50余年の長きに亘って現在に至っている。
硫酸アルマイトは、一般的に広く家庭器物、家電製品、自動車部品、パソコン部品、建材関係など多方面に利用されている。硫酸アルマイト皮膜は、皮膜が透明であることから各色の染色処理が施されており、また、皮膜の透明性を生かした光輝処理も大きな特徴である。
昨今では、各業界とも高機能、高精度の要求が高まっており、特に皮膜の高耐食性の要求には厳しいものがある。当社もその要求に応えるべく試行錯誤を重ね検討を行った結果、光輝性を損なわず耐食性に優れた硫酸アルマイト皮膜を開発することができた。以下にその開発のポイントについて記述する。
高耐食性を有する硫酸アルマイト皮膜
アルマイト皮膜の耐食性試験
表1にJIS H 8601に定められたアルマイト皮膜のアルカリ耐食性を記す。なお、表中のA種は硫酸アルマイト皮膜、B種はシュウ酸アルマイト皮膜と判断した。
アルマイト皮膜の耐食性試験方法のうち、JISH8681に定められた耐アルカリ試験方法には
(1)アルカリ滴下試験方法
(2)起電力測定試験方法
があり、当社で開発した皮膜についても、上記2方法の試験により皮膜の耐食性を評価した。
アルカリ滴下試験機は現在購入困難であり、(財)軽金属製品協会のご協力を得て測定を行った。起電力測定試験は、試験機を購入し白社にて測定を行った。
両試験方法によりアルマイト皮膜の耐食性を評価した結果、耐食性に著しく差が生じた。これは、最終判定方法の相違が大きな原因と考えられる。
即ち、アルカリ滴下試験では、プローブの荷重約50gで抵抗計により電気抵抗を測定するのに対し、起電力測定試験では、電位検出装置1.0mVの電位を示した時点が測定値となる。両試験方法の判定法は、アルカリ滴下試験はアナログ判定、起電力測定試験はデジタル判定と言えるのではないか?
| 表1 アルマイト皮膜厚さとアルカリ耐食性 | |||
| 種類 | 皮膜厚さ(μm) | アルカリ耐食性(sec) | |
| A種 | B種 | ||
| AA3 | 3.0以上 | - | - |
| AA6 | 6.0以上 | 30以上 (5以上) | 90以上 (15以上) |
| AA10 | 10.0以上 | 50以上 (↑ ) | 150以上 (↑ ) |
| AA15 | 15.0以上 | 75以上 (↑ ) | 225以上 (↑ ) |
| AA20 | 20.0以上 | 100以上 (↑ ) | 300以上 (↑ ) |
| AA25 | 25.0維持用 | 125以上 (↑ ) | 375以上 (↑ ) |
| 注)表中のO内の数値は比耐食性sec/μmを示す | |||
高耐食性を有する硫酸アルマイト皮膜の開発
写真1は当社の開発した処理によって、皮膜厚さ12μmを化成した皮膜の起電力測定試験結果を示す。供試料にはAl100-H24材を使用した。
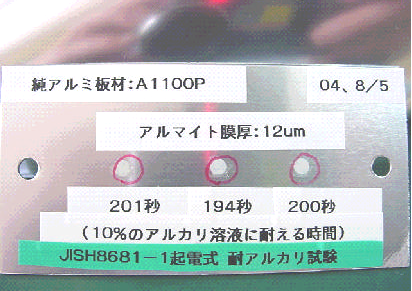
アルカリ耐食性が200秒(比耐食性16.6sec/μm)と、JIS規格で定めた10μm・50秒以上の約4倍となり、極めて高い耐食性を示した。アル'カリ滴下試験では500~600秒の耐アルカリ性を示した。このアルカリ耐食性はシュウ酸アルマイト皮膜に匹敵する耐食性であると言える。当社が開発した『高耐食性を有する硫酸アルマイト皮膜』は、材料の光輝性を損なわず、染色性も従来と変わらず優れた耐食性を有する皮膜である。
当社の硫酸アルマイト処理は、特殊な液を使用しない添加物フリーの一般的な硫酸浴であり、電解方法も際立って変わった所がない一般的な電解方法である。
アルマイト皮膜の耐食性に寄与する因子として
(1)バリヤー層を厚くする。
(バリヤー層が厚くなると多孔質層の壁厚も厚くなり、その結果として耐食性が向上する)
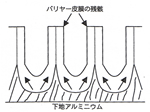
図1にバリヤー層の残骸として生成する多孔質皮膜の模式図を示す。バリヤー層が隆起して孔壁ができるので、アルマイト皮膜の孔壁はバリヤー層厚さの2倍であると言われている。
(2)そして、アルマイト皮膜の孔壁が厚くなると、アルマイト皮膜の孔の数が少なくなる。
(3)適切な封孔処理方法を選定する。
等を考慮して高耐食性を有する硫酸アルマイト皮膜を開発することができた。
バリヤー層厚さ=10A/V×電解電圧(V)で表され、一般的にバリヤー層を厚くするには、電解液温を下げて電解を行うと電解電圧が高くなり、それに伴いバリヤー層が厚くなることは周知の事実である。しかし、電解液温を下げていくと合金材質によっては皮膜が発色し、皮膜の透明性が損なわれる。この方法は光輝処理を要求された場合には不可となり、『知恵』と『工夫』が必要となってくる。その『知恵』と『工夫』を如何に見つけるかが、アルマイト処理に関わっている者の宿金ではないだろうか?
当社が開発した『高耐食性を有する硫酸アルマイト皮膜』も現場において、ひょんなことから思いついたことで、何ら目新しい技術は使っていない。何れのアルマイト屋さんの現場に行けば思い当たるアイデアではなかろうかと思われる。
封孔処理
封孔処理法は、一般的には染料の流出防止に有効な酢酸ニッケル塩封孔処理、水和反応による封 孔処理が行なわれている。封孔処理を分類すると各種の方法がある。
1)油脂類の含浸:パラフィン、ワセリンなど
2)皮膜形成:ワニスなど
3)微細孔中で凝固、分解:水ガラス、重金属塩など
4)水和反応:沸騰水、水蒸気
5)不働態化剤の含浸:重クロム酸塩、クロム酸塩
酢酸ニッケル塩による方法
処理中に加水分解により水酸化ニッケルの生成あるいは2価のニッケルイオンとして皮膜への結合により、水和反応で生成したベーマイト化した微細孔の外表層に多く吸着し、同条件の沸騰水処理に比較して重量増加が認められ、染料の流出防止に役立つ効果がある。また、染料とは化学反応により結合する。
金属キレートによる方法
アルミニウムの不純物、合金成分等で皮膜生成時に溶出する金属あるいは金属不純物を除去し(何れも微細孔中を含む)、皮膜の水和反応を促進させる観点で金属キレート剤が利用される。その溶液はアルカリ性を示すものが多く、トリエタノールアミンの添加は代表的な方法である。皮膜のOH基と結合してインヒビターとしての特質が認められる。
水和反応
一般にアルミニウム多孔質皮膜の代表的な水和物は、
1)常温の湿性空気中で層状に生成するバイヤライト (γ一A12O3・3H2O)
2)脱塩沸騰水或は水蒸気中で生成するベーマイト(γ一Al2O3・H2O)と類似のものが得られる。即ち、アルミニウムそのものが水和していく過程は、水素を放出する水和酸化物の生成反応であり湿度、pH、水質等の影響を受ける。
Al2O3+H2O→2AlO(OH)一Al2O3・H2O>80℃、ベーマイト
2AlO(OH)+2H2O→2Al2O3・3H2O<80℃、バイヤライト
ニ態の水和物の根本的な相違は保護的性質によるもので、腐食環境において一水和物は三水和物より溶出しにくく安定性がある。
アルマイト多孔質皮膜の水和反応により得られるベーマイトは、表面に析出した結晶性物質を電子線回折、X線回折により解析し、層間に過剰の水を吸着した擬ベーマイト (γ一Al2O3・1.4~2H2O)で針状結晶の形であると言われている。
水和反応の代表的なものは、沸騰水処理及び水蒸気処理である。沸騰水処理は水質、pH等の影響を受け、処理条件のうちで低湿度、短時間よりも液中の不純物(特にリン酸塩、ケイ酸塩)、pH5以下が大きな影響を及ぼす。
水蒸気処理は、オートクレーブ中で処理を行い、圧力と時間が大きなファクターである。
水和反応は、皮膜表層ほど水和により膨潤しやすく微細孔は不活性になり、水和方法による違い、例えば沸騰水処理、加圧水蒸気処理等によるベーマイト化は、その結晶化度に影響を及ぼし、深さに差が現れてくる。
封孔処理は、皮膜を化学的に活性なものから、不活性な状態に変化させることが重要である。
当社の開発した『高耐食性を有する硫酸アルマイト皮膜』は、次のような処理が可能である。
1)光輝処理
2)光輝性のある染色処理
3)低価格のテフロン潤滑処理
4)特定化学物質を使用しない封孔処理
また、対応製品としては
1)自動車、二輪車の外装部品
2)屋外用品
3)水廻り部品
4)船舶部品
等幅広い分野での応用が見込まれる。
終わりに
クロムフリーや鉛フリーが叫ばれている昨今、硫酸アルマイトは今後に向けて期待度が高い処理法ではないかと考えるのは筆者だけでありましょうか?『たかが硫酸アルマイトされど硫酸アルマイト』、奥を深めると思いもよらなかった現象に突き当たることが沢山あります。
当社もまだまだ発展途上であり、更なる発展を進めるべく努力していく心構えを持っております。製品写真や詳細な技術内容等を記述しなければならなかったのですが、当社の技術を守るためにはある程度ブラックボックスも必要ではなかろうかと考え、心苦しく記述致しました。博識ある読者のご理解を感謝したいと思います。
引用文献
1)佐藤敏彦:新アルマイト理論
2)奥野製薬工業㈱ 技術資料
3)金属表面技術講座、第8巻「陽極酸化」